模具寿命与模具结构设计
发布于 2021-03-20
模具寿命是一定时期内模具设计、模具材料性能、模具制造水平、模具热处理水平以及使用和维护水平的综合反映。模具寿命的高低在一定程度上反映一个国家、一个地区的冶金工业、机械制造工业的水平。 模具寿命指在保证制件品质的前提...
阅读(342)
发布于 2021-03-20
模具寿命是一定时期内模具设计、模具材料性能、模具制造水平、模具热处理水平以及使用和维护水平的综合反映。模具寿命的高低在一定程度上反映一个国家、一个地区的冶金工业、机械制造工业的水平。 模具寿命指在保证制件品质的前提...
阅读(342)
发布于 2021-03-20
1、模腔/型芯使用的钢材: 模腔/型芯使用的钢材应能承受模压成形材料引起的磨损。凡是与模压成形复合材料接触的钢材(包括闸门和流道),都应该由高耐磨性的高含铬量和高硬度工具钢制成,如D-2或A-2工具钢。H-13钢材也可,因为其硬度高,还电镀了一层高硬度...
阅读(313)
发布于 2021-03-20
模具图面常见符号的含义: M,MC ―― 铣 SP ―――― 基准点 H ――― 热处理 TYP ―――― 典型尺寸 ELE ―― 镀铬 RP ―――― 圆弧点 DYE ――...
阅读(366)
发布于 2021-03-20
精度与定位 精度概念和意识,是模具设计人员须建立的基本概念和意识。模具精度包括模具整体组合和零、部件的位置与形状尺寸精度、配合精度与定位精度。如冲模的冲裁间隙值及其均匀性,塑料注射模,压铸模的合模定位与导向精度等,均需由凸模与凹模的形状、位置精度、导向...
阅读(374)
发布于 2021-03-20
拉深模结构设计注意事项 因 素 注 意 事 &nb...
阅读(340)
发布于 2021-03-20
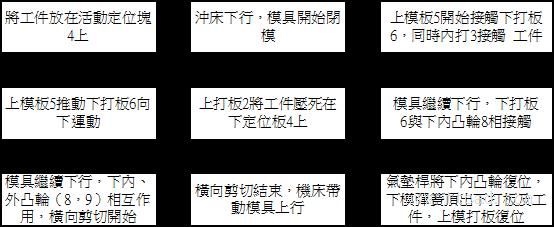
横向切边模具的结构(The structure of horizontal trimming die) 对于筒形拉深件来说,往往会涉及到修边,而修边则多採用横向切边的方式。而如果要用模具来完成这种形式的的加工的话,在模具中就...
阅读(355)
发布于 2021-03-20
本文从绿色设计制造概念入手,阐述了绿色模具的设计与制造方法,介绍了绿色模具制造所使用的各种先进制造工艺和技术。 关键词:模具;绿色设计;绿色制造 人类文明进入近现代社会以来,工业产品使用后的废弃物污染所导致的全球性环境逞加速状态恶化,目前达到了前所未有的程度,在此背景下,“绿色”...
阅读(299)
发布于 2021-03-20
一 模具标注原则 1、所有图面均采用第三视角画法。 2、所标图面均不能用SCALE放大或缩小(即在计算器图面保持1:1),只能将图框放大或缩小。 3、图框大小的选取,依照图形的大小,复杂程度来定图框大小。 4、图形标注时,尽量采取1:1标注,以便核对图面。 5、图框...
阅读(432)
发布于 2021-03-20
1.原理: 本工艺采用抗蚀转印油墨,在贴花纸上丝网印制装饰纹,用贴膜法把装饰纹油墨转印到模具上,经干燥修整后,进行化学腐蚀,便在模具上制得凹凸型装饰纹。 工艺流程: 底图制作→照相制版→制丝网版→油墨调配→贴花纸印装饰纹→...
阅读(408)
发布于 2021-03-20

拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。按工序的组合来分,又...
阅读(342)
发布于 2021-03-20
二次頂出 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,...
阅读(372)
发布于 2021-03-20
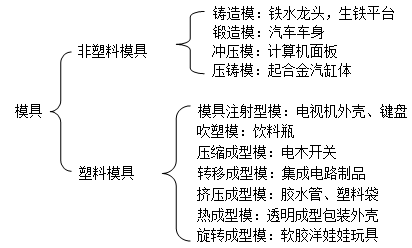
一.模具的一般定义;在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或产品,这种专用工具统标为模具。 二.模具的种类:(从加工材料来分类)
阅读(355)
发布于 2021-03-20
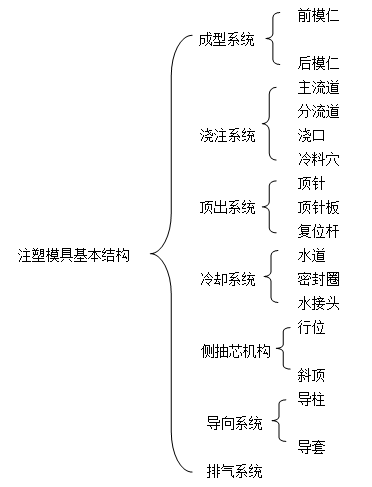
一. 注塑模具的基本结构:
阅读(340)
发布于 2021-03-20

当产品有倒勾,或产品有咬花但脱模角度不够时需通过行位的侧面抽芯来完成: 一.使用时机: 二、行位的设计原则: 1.有足够的刚度与强度 2.合理的分型处理(即在运动方向无倒扣等模具异常) 3.运动的平衡与平稳 4.良好的互换性与加工处理工艺 三、斜导柱驱...
阅读(338)
发布于 2021-03-20

斜顶与行位一样,也用于产品的扣位成型中,但斜顶常用于产品内部较短距离扣位的抽芯 一、斜顶的设计原则 1.根椐产品的扣位确定斜顶角度,一般为30——120 抽芯距一般大于产品扣位3mm。 2.根据斜顶宽度及斜顶所在产品上的位置(主要看有无干涉、...
阅读(618)