塑胶件结构设计(6)各种常用塑料件的脱模斜度推荐值
发布于 2021-03-20
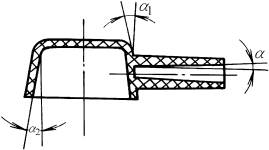
各种常用塑料件的脱模斜度推荐值 塑 料 件 种 类 脱模斜度α 热固性塑料压塑成型 1°~1°30′ 热固性塑料注射成型 20′~1° 聚乙烯、聚丙烯、软聚氯乙烯 30′~1° ABS、改性聚苯乙烯、尼龙、聚甲醛、氯化聚醚、聚苯醚 40′~1°30′ 聚碳酸酯、聚砜、硬聚...
阅读(553)
发布于 2021-03-20
各种常用塑料件的脱模斜度推荐值 塑 料 件 种 类 脱模斜度α 热固性塑料压塑成型 1°~1°30′ 热固性塑料注射成型 20′~1° 聚乙烯、聚丙烯、软聚氯乙烯 30′~1° ABS、改性聚苯乙烯、尼龙、聚甲醛、氯化聚醚、聚苯醚 40′~1°30′ 聚碳酸酯、聚砜、硬聚...
阅读(553)
发布于 2021-03-20
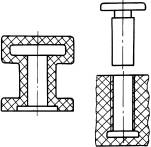
避免隐藏结构 图 例 说 明 不合理 合 理 改...
阅读(313)
发布于 2021-03-20
塑料模具种类比较多,即使同一类模具,由于成形塑料种类不同,开头和精度要求不同,装配方法也不尽相同。因此在组装前应仔细研究分析总装图、零件图,了解各零件的作用,特点及其技术要求,确定装配基准,通过装配,最后全达到产品的各项质量指标,模具制作精度和使用过程...
阅读(326)
发布于 2021-03-20

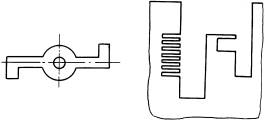
壁厚均匀 图 例 说 &nb...
阅读(323)
发布于 2021-03-20

冷冲压件结构设计:充分利用金属板料 图 例 说 明 &nbs...
阅读(341)
发布于 2021-03-20

图 例 说 明 不合理 合 理 改进后,工件的形状明显简化 不合理 合 理 改进后,工件形状对称,弯曲尺寸易保证
阅读(349)
发布于 2021-03-20
冷冲压件结构设计:避免细长结构 图 例 说 明 &nbs...
阅读(316)
发布于 2021-03-20

冷冲压件结构设计:采用圆角结构 图 例 说 明 不合理 合理 改进后,冲裁件的交接处采用圆角结构。圆角R的取...
阅读(349)
发布于 2021-03-20
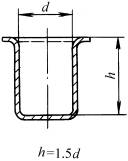
避免深筒结构 图 例 说 明 不合理 合理 改进后,深度不大,只需一两次拉伸就可成形
阅读(297)
发布于 2021-03-20

冷冲压件结构设计:分离工艺与冲压件基本结构 工序名称 简图 特点及应用范围 工序名称 简图 特点及应用范围 落料 用冲模沿封闭轮廓线冲切板料,冲下部分为工件 用于冲压各种形状的平板零件 切口 用冲模在坯料上部分切开,切口部分发生弯曲 用于加工需要开出切口的零件 冲孔 用冲模沿封闭...
阅读(320)
发布于 2021-03-20

冷冲压件结构设计:变形工艺与冲压件基本结构 工序 名称 简 图 特点及应用范围 工序 名称 简 图 特点及应用范围 弯曲 把坯料沿...
阅读(314)
发布于 2021-03-20
冷冲压件结构设计:冲裁的最小孔径 材料 圆孔直径 方孔边长 长方孔 长圆孔 短边(径)长 钢:σb>686MPa 1.5t 1.3t 1.2t 1.1t σb=490~686MPa 1.3t 1.2t 1.0t 0.9t σb<490MPa 1.0t ...
阅读(334)
发布于 2021-03-20
冷冲压件结构设计:圆角、槽和壁的界限值 材 料 钢: db>882MPa db=490~882MPa db<490MPa 黄铜、铜、铝、锌 板厚为t 板厚为t α<90° ...
阅读(332)
发布于 2021-03-20
冷冲压件结构设计:管子弯曲最小半径 铝 管 紫 铜 与 黄 铜 管 硬 聚 氯 乙 烯 管 焊 接 钢 管 无 缝 钢 管 管径 D 壁厚 t 弯曲 半径 R 管径 D 壁厚 t 弯曲 半径 R 管径 D 壁厚 t 弯曲 半径 R 管径 D ...
阅读(345)
发布于 2021-03-20
冷冲压件结构设计:弯曲最小半径 材 料 退火、正火状态 硬化状态 弯 曲 线 方 向 与轧制方向垂直 与轧制方向平行 与轧制方向垂直 与轧制方向平行 05,08F 0 0.2...
阅读(385)